
CNC: Leveling an End Grain Cutting Board
George VondriskaPeople love end grain cutting boards. They’re exceptionally beautiful, and because they’re end grain not long grain, they’re very durable and last a long time. However, the same features that make an end grain cutting board durable also make them difficult to level after the final glue-up. A planer might seem like a good solution for this problem, but you shouldn’t run end grain cutting boards through a planer. A CNC router provides a great solution for this problem.
Set up the cut
Using CAD/CAM software like VCarve Pro, create a Pocket Toolpath. Use a light depth of cut, 1/16” works well. In the software, create a rectangle that’s slightly larger than your cutting board. Be sure to ramp the toolpath, 4” works great, so the bit eases into the work.
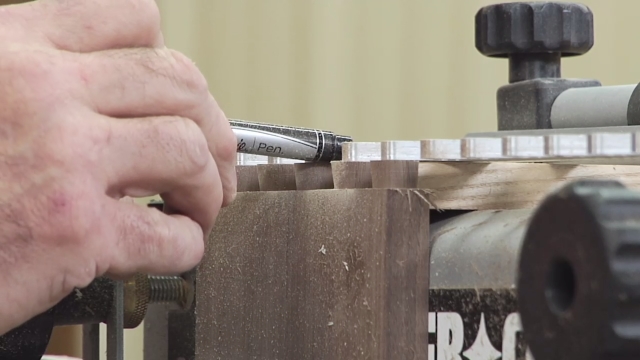
Secure the board
The entire cutting board surface will be milled, so you can’t use hold down clamps directly on the board. Instead use hold down clamps to secure scrap to your spoilboard, then slide wedges between the scrap and the cutting board to lock it in place. Make sure this arrangement is below the surface of the cutting board so it doesn’t interfere with leveling.
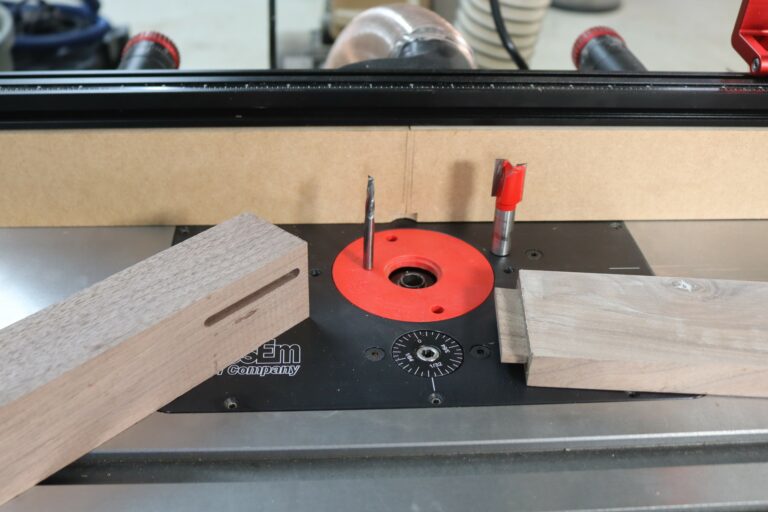
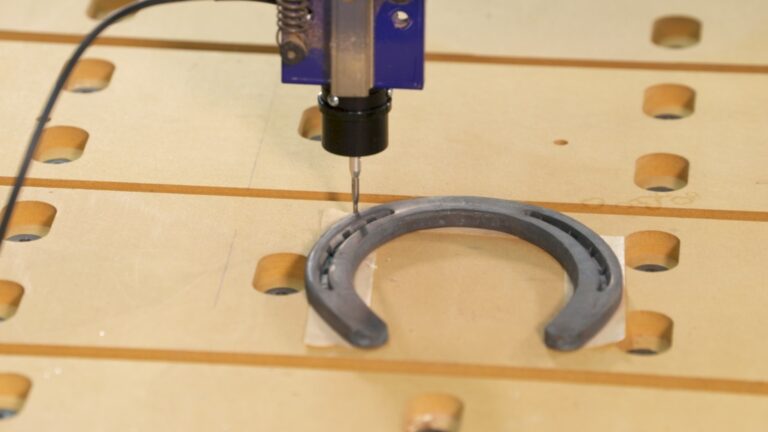
The bit
Any flat-bottomed router bit can be used for this but, like fly cutting your spoilboard, it’ll go faster with a large diameter bit like the cutter used in the video.
Multiple passes
Run the toolpath and see what you get. If, after running the toolpath once, the surface is still irregular, simply rezero the Z axis (don’t change the X and Y origin) and run the toolpath again. Rinse and repeat until the surface is cleaned up. Flip the board over, rezero the Z and do the same thing to the other side.
Share tips, start a discussion or ask one of our experts or other students a question.
Already a member? Sign in
6 Responses to “CNC: Leveling an End Grain Cutting Board”
Explore videos by George Vondriska











































You may be interested in



















Premium Membership
Unlock exclusive member content from our industry experts.
- 24/7 Access to Premium Woodworking Videos, Projects, and Tips
- Step-by-Step Instructional Demos, Plans, and Tutorials
- 50% Off Video Downloads Purchased in the Woodworkers Guild of America Shop
- 2 Printable Woodworking Plans
Unlock exclusive member content from our industry experts.
- 24/7 Access to Premium Woodworking Videos, Projects, and Tips
- Step-by-Step Instructional Demos, Plans, and Tutorials
- 50% Off Video Downloads Purchased in the Woodworkers Guild of America Shop
- 2 Full-Length Video Downloads to Watch Offline
- 2 Printable Woodworking Plans
Gold Membership
$370 Value
Get everything included in Premium plus exclusive Gold Membership benefits.
- 24/7 Access to Premium Woodworking Videos, Projects, and Tips
- Step-by-Step Instructional Demos, Plans, and Tutorials
- 8 Full-Length Video Downloads to Watch Offline
- 3 Full-Length Woodworking Classes to Keep for Life
- 7 Printable Woodworking Plans
- Discounts on Purchase-to-Own Content in the Woodworkers Guild of America Shop
- Access to Ask the Expert Program
- Exclusive GOLD LIVE Streaming Events
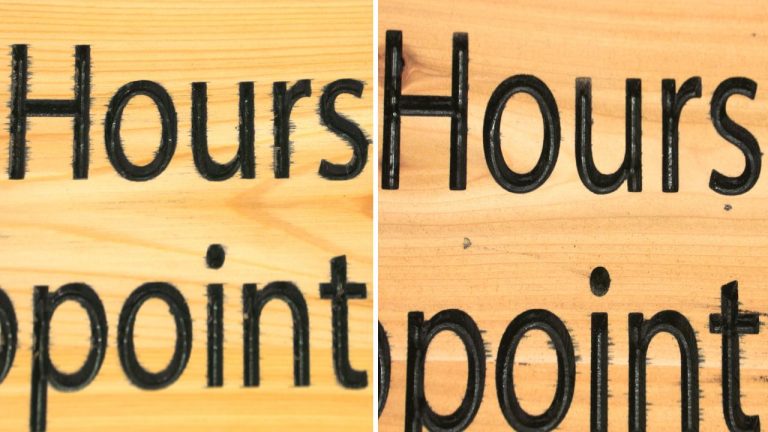
Is there a way to start the cycle with a perimeter climb cut so you don’t get the splintering?
What speeds and feeds are you using? I have tried slowing down my speed and feed. Rate with mixed results. I wonder if I shouldn’t increase the speed but keep a lower feed rate as well as shallower depth of cut?
I tried this using a 3/4" mortising bit in my router (with a router sled-I don't have a CNC) with a bad result. I just got a 1-1/8" surfacing bit, and tried it out, with a similar (but worse) result. In both cases, I'm left with an uneven surface with grooves and tearing that is a real pain to sand out (I don't have a drum sander). I'm using curly maple, cherry, purple heard and walnut. On my initial pass, I'm going from left to right, and then I come back across from right to left. I'm cutting about 1/32" deep, and taking off about 1/2"-3/4" per pass. Do I need a different router bit?
Why not change your tool path to do a 1/4 inch perimeter pass in a climb cut (clockwise) path? This would eliminate any tear-out. Then switch to your back and forth field levelling passes.
Why is this better than running through a planer? I don’t have a CNC machine. Would a router sled accomplish the same thing?
Noticing the tear out at the end why wouldn't there be a sacrificial strip placed against the sides?