
Woodturning Classes: Spindle Turning Basics
George VondriskaBefore running the lathe, be sure you’re safe. You should remove all jewelry and roll up your sleeves or wear short sleeves. You should also wear a full face shield to protect your eyes. Lathes have a speed limit. Make certain your lathe is set at the correct speed. The speed is specific to the size of the spindle and the operation you’re doing. Turning consists of three operations: roughing, shaping, and sanding. Check the chart at the end of this woodturning class and make certain the speed of your lathe is set correctly.
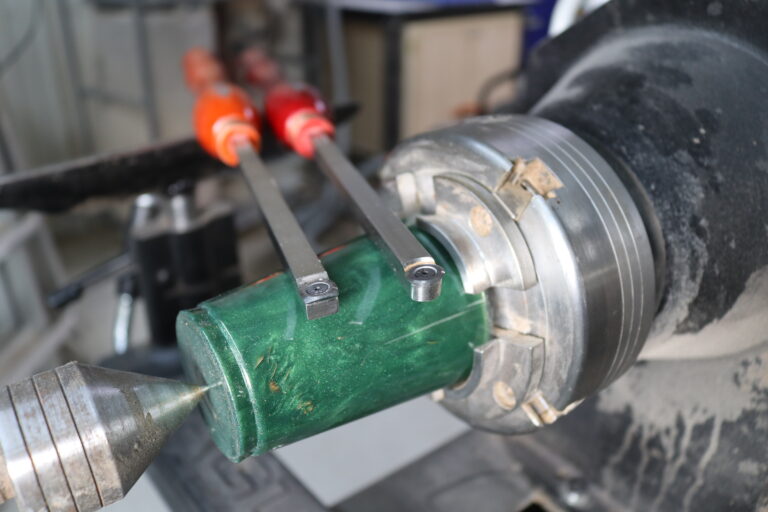
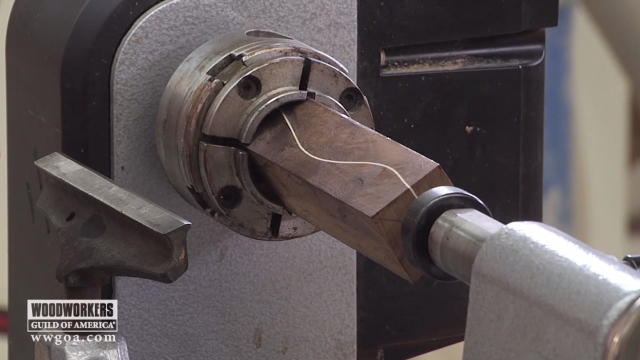
The first step in spindle turning is roughing. This means removing the corners and turning the spindle blank until it is completely round. Roughing is done at a low rpm. You can complete this step with a spindle gouge or a roughing gouge. I prefer the speed and cut quality provided by a roughing gouge. Hold the chisel parallel to the floor, with your dominant hand on the handle and your other hand on the chisel. Allow your index finger to ride against the tool rest. Set the tool rest so it’s as close as possible to the spindle without touching it. Turn on the lathe and gently probe the chisel into one end of the spindle blank. Keep working your way along the spindle, removing the corners from a square portion of the blank toward a rounded portion. Check your work by stopping the lathe to see if the spindle blank is round, or by running the lathe and resting the back of the chisel on the blank. If the chisel bounces, the spindle isn’t round yet.
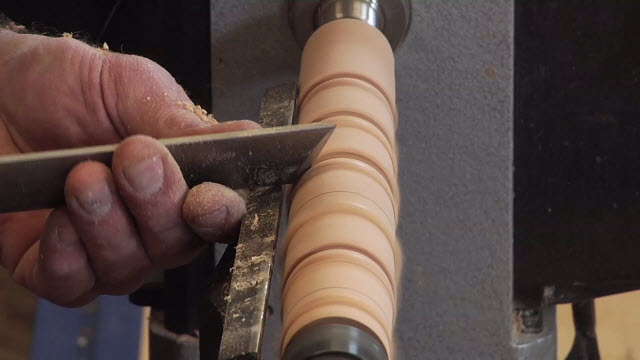
Shaping is the next step in turning. You can take your lathe speed up a notch for this step. Before adding contours to the spindle, make sure the turning is a true flat cylinder from end to end. Use a skew, allowing the flat portion of the cutting edge to bridge the high and low spots. This step takes some practice. Don’t allow the pointed ends of the cutting edge to dig in to the spindle. With a few passes, the cylinder should be flatter and feel smoother.
Shaping a spindle consists of three things: beads, coves, and turning to a specific diameter. Beads are a convex profile. Coves are concave, and turning to specific diameter means turning a part to an exact dimension. Beads and coves are decorative. Turning to specific diameter is useful when one part has to fit into another, like the stretchers on chair legs.
First, using a pencil, mark out locations for beads, coves, and a specific diameter on your practice spindle. Use a skew to make beads. Hold the skew flat on the tool rest with the sharp tip of the skew aligned with the pencil line, and the rest of the cutting edge toward the area where you want the bead. Push the pointed tip of the skew into the spindle, right on the pencil line. At the same time, pivot the rest of the cutting edge into the bead area. Flip the chisel and repeat the action from the other side of the bead.
Coves are easy. You’re really just transferring the shape of the tip of the spindle gouge to the spindle blank. Make coves by gently pressing the tip of the gouge into the spindle blank, working between the two layout lines. Remember to always work “downhill” to get the best cut quality. Start your cut at the top of the cove and cut toward the bottom. Never start at the bottom and sweep back up toward the top. A narrow spindle gouge allows you to make deep and narrow coves. A wide gouge makes wide and shallow coves. Coves don’t have to be round-bottomed. Many different shapes of chisels are available and each of these shapes can be transferred to a cove on a spindle.
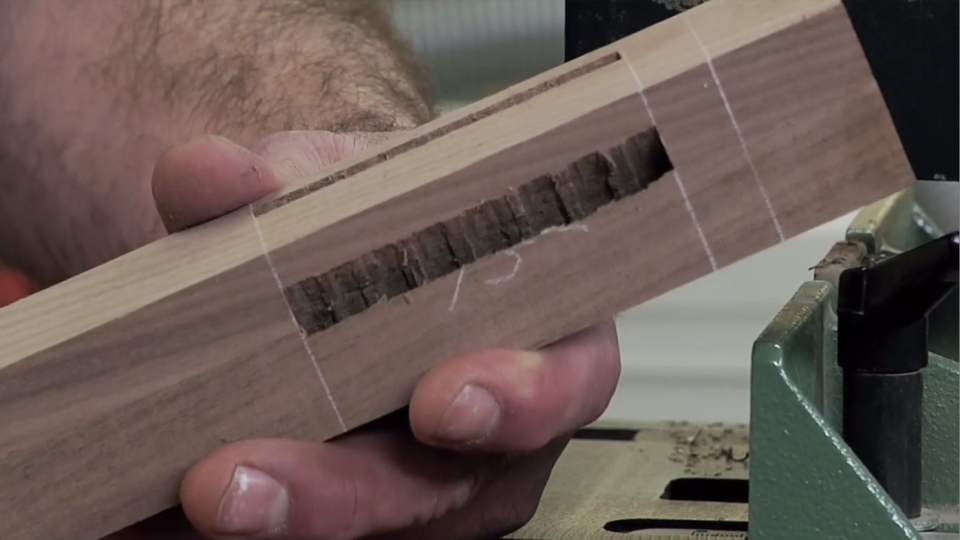
You’ll need two tools to create a specific diameter on your spindle: a parting tool and calipers. Set the calipers to the diameter you want to make. Cut in slightly with the parting tool, making a groove, and gently test the diameter with the calipers. Continue cutting with the parting tool until the calipers slip over the cut area. Continue this process by making additional grooves that are all the same diameter at the bottom, checking frequently with the calipers. Remove the waste between the grooves using a gouge or skew until the entire portion of the spindle is the correct diameter.
As you work on your spindle, you’ll need to make frequent adjustments to the position of the tool rest. It should always be as close as possible to the spindle, without touching it. As you reduce the diameter of the spindle, you’ll need to move the tool rest in to maintain a small gap between the tool rest and the spindle. The height of the tool rest should be set so it’s even with, or slightly below, the centerline of the spindle. Once this is correctly set, it shouldn’t need further adjustment. Take the time to practice these basic spindle techniques before launching into your first lathe project. In no time, you’ll be “turned on” to turning.
Explore videos by George Vondriska











































You may be interested in



















Premium Membership
Unlock exclusive member content from our industry experts.
- 24/7 Access to Premium Woodworking Videos, Projects, and Tips
- Step-by-Step Instructional Demos, Plans, and Tutorials
- 50% Off Video Downloads Purchased in the Woodworkers Guild of America Shop
- 2 Printable Woodworking Plans
Unlock exclusive member content from our industry experts.
- 24/7 Access to Premium Woodworking Videos, Projects, and Tips
- Step-by-Step Instructional Demos, Plans, and Tutorials
- 50% Off Video Downloads Purchased in the Woodworkers Guild of America Shop
- 2 Full-Length Video Downloads to Watch Offline
- 2 Printable Woodworking Plans
Gold Membership
$370 Value
Get everything included in Premium plus exclusive Gold Membership benefits.
- 24/7 Access to Premium Woodworking Videos, Projects, and Tips
- Step-by-Step Instructional Demos, Plans, and Tutorials
- 8 Full-Length Video Downloads to Watch Offline
- 3 Full-Length Woodworking Classes to Keep for Life
- 7 Printable Woodworking Plans
- Discounts on Purchase-to-Own Content in the Woodworkers Guild of America Shop
- Access to Ask the Expert Program
- Exclusive GOLD LIVE Streaming Events